 新闻动态
新闻动态

联系我们
联系人:任生(客服部)
电话:18511822397 (谢绝推销)
座机:0769-85386618
传真:0769-85354923
地址:东莞市长安镇霄边第三工业区
电话:18511822397 (谢绝推销)
座机:0769-85386618
传真:0769-85354923
地址:东莞市长安镇霄边第三工业区
行业动态
您当前的位置是:五金冲压件 >> 行业动态关于冲压加工的基本工序解析
发布时间:2019-08-26 15:22:07
冲压加工是借助于冲压设备的动力,使板料在模具里受到变形力的作用进行变形.冲压加工的三大要素是板料,模具和设备.冲压加工让金属冷变形的加工方法,然而称之为冷冲压。简称冲压加工.它是金属压力加工的主要方法之一,也称之为材料成型工程技术.
那么我么们一起来探讨下冲压加工的基本工序有哪些呢:
A.冲裁:包括冲孔和落料两个工序。
a落料:模具沿封闭线冲切板料,冲下的部分为工件,其余部分为废料,设计时尺寸以模仁为准,间隙取在冲子上;
b冲孔:模具沿封闭线冲切板料,冲下的部分是废料,设计时尺寸以冲子为准,间隙取在模仁上。
B.剪切:用模具切断板材,切段线不封闭.
D.切边: 将拉深或成形后的半成品边缘部分的多余材料切掉。
E.剖切:将半成品切开成两个或几个工件,常用于成双冲压
H.扭曲:将平板的一部分相对于一部分扭转一个角度 I.拉深:将板料压制成空心工件,壁厚基本不变。
L.外缘翻边:将工件的外缘翻起圆弧或曲线状的竖立边缘。
T.校平:将毛坯或工件不平的面或弯曲予以压平。
W.反挤压:金属挤压过程中,沿冲子与刀口的间隙塑流,其流动方向与冲子运动方向相反。
X.复合挤压:正挤与反挤的结合。
那么我么们一起来探讨下冲压加工的基本工序有哪些呢:
A.冲裁:包括冲孔和落料两个工序。
a落料:模具沿封闭线冲切板料,冲下的部分为工件,其余部分为废料,设计时尺寸以模仁为准,间隙取在冲子上;
b冲孔:模具沿封闭线冲切板料,冲下的部分是废料,设计时尺寸以冲子为准,间隙取在模仁上。
B.剪切:用模具切断板材,切段线不封闭.
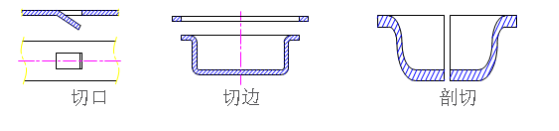
C.切口: 在坯料上将板材部分切开,切口部分发生弯曲.
D.切边: 将拉深或成形后的半成品边缘部分的多余材料切掉。
E.剖切:将半成品切开成两个或几个工件,常用于成双冲压

F.弯曲:用模具使材料弯曲成一定形状(V型/U型/Z型/L型)
G.卷圆:将板料端部卷圆。H.扭曲:将平板的一部分相对于一部分扭转一个角度 I.拉深:将板料压制成空心工件,壁厚基本不变。

J.变薄拉深:用减小直径与壁厚,增加工件高度的方法来改变空心件的尺寸,得到要求的底厚,壁薄的工件。
K.孔的翻边:将板料或工件上有孔的边缘翻成竖立边缘。L.外缘翻边:将工件的外缘翻起圆弧或曲线状的竖立边缘。

M.缩口:将空心件的口部缩小。
N.扩口:将空心件的口部扩大,常用于管子。
O.起伏:在板料或工件上压出筋条,花纹或文字,在起伏处的整个厚度上都有变薄。
P.卷边:将空心件的边缘卷成一定的形状。
Q.胀形:将空心件(或管料)的一部分沿径向扩张,呈凸肚形。

R.旋压:利用赶棒或滚轮将板料毛坯赶压成一定形状(分变薄与不变薄两种)。
S.整形:把形状不太准确的工件校正成形。T.校平:将毛坯或工件不平的面或弯曲予以压平。

U.压印:改变工件厚度,在表面上压出文字或花纹。
V.正挤压:刀口腔内的金属毛坯在冲子压力的作用下,处于塑性变形状态,使其由刀口孔挤出,金属流动的方向与冲子运动方向相同。W.反挤压:金属挤压过程中,沿冲子与刀口的间隙塑流,其流动方向与冲子运动方向相反。
X.复合挤压:正挤与反挤的结合。