 新闻动态
新闻动态

联系我们
联系人:任生(客服部)
电话:18511822397 (谢绝推销)
座机:0769-85386618
传真:0769-85354923
地址:东莞市长安镇霄边第三工业区
电话:18511822397 (谢绝推销)
座机:0769-85386618
传真:0769-85354923
地址:东莞市长安镇霄边第三工业区
行业动态
您当前的位置是:五金冲压件 >> 行业动态螺旋弹簧的工艺参数和工艺公差
发布时间:2019-08-26 15:22:07
螺旋弹簧的工艺参数和工艺公差,螺旋弹簧作业图中标示的参数及其公差称为规划参数和规格和公差。它们和技术规格中规则的参数和公差是不一样的。后者常称为技术参数和技术公差。断定技术参数和技术公差是编程制作螺旋弹簧技术规格主要任务之一。由于螺旋弹簧的制作过程特色,依据理论知识和实践经验拟定的技术参数和技术公差仍需经第一批实验予以批改,可是,正确地拟定技术参数和技术公差,对削减生产的盲目性、进步劳动出产率、降低成本、进一步质量都有很重要的含义。
螺旋弹簧的技术参数和技术公差
1.技术参数的拟定
拟定技术参数的主要任务之一,是清晰各遭工序对弹簧尺寸长度度的影响,然后正确地拟定每遭工序的尺寸长度需求。
通常,去应力回火和强压处理两道工序对螺旋弹簧尺寸长度的改变影响较大,断定技术参数时有必要予以充分思考。通常来说,碳素弹簧钢丝,油淬火回火钢丝绕制的弹簧,回火后直径缩小,而不锈钢丝绕制的弹簧,回火后直径厦而增大。经强压处理的弹簧,其预制高度的预算见后边。
由于制作过程弹簧的几许参数有必要契合图纸需求,因而,断定技术参数可从后一道工序往前一道工序推算。设第n道工序完成后需求的几许参数为Am,在此道工序几许参数的改变值为△Am。所以,第n-1道工序完成后的几许参数Am-1,按如下公式核算。
2.技术公役的断定
上一节,剖析了螺旋弹簧的负荷特性,从中能够晓得,弹簧几许参数的实践值在图纸规则的公役带范围内,并非弹簧的载荷也必定在规则的公役以内。实践中,应依据负荷特性剖析后,具体给出技术公役。由于思考到要确保载荷的需求以及备道工序的堆集误差,技术公役通常比规划公役小得多。
别的,弹簧作业图上的几许参数公差与载荷公差有必定的依靠联系,但无必定的确保联系。即某一级精度的几许参数公役带中的悉数值,都并非能确保同一级载荷的公差需求。但较高精度的几许尺度公差,通常易于确保较低精度的载荷公差。
在编制作技术规程时,弹簧载荷的根本公式为(5-1)式。不难看出,载荷P是d、D2、n、F四个参数的函数。
通常来说,对某一批弹簧资料来说,其直径d是必定的,即实践尺度与理论尺度的差△d已知,Ad/d在编制技术规程时可核算出来。所以,为确保载荷公役,可调整的几许参数只要弹簧直径、自在长度(由于F=Ho-给制作高度,所以,△F=△Ho)和有用圈数了。出产实践中,往往是优先调整D2和Ho的公差,只当必要时才再调整n。
将△F=△Ho代入(5-3)式,则
螺旋弹簧的技术参数和技术公差
式(5-28)是调整彼此公差的依据。调整弹簧几许参数时,应尽也许放宽公差带,以进步经济性。一起,也应该思考到一些不断定要素带来的影响。为确保螺旋弹簧质量,每一道工序的公差带只能是规划公差带的一部分。
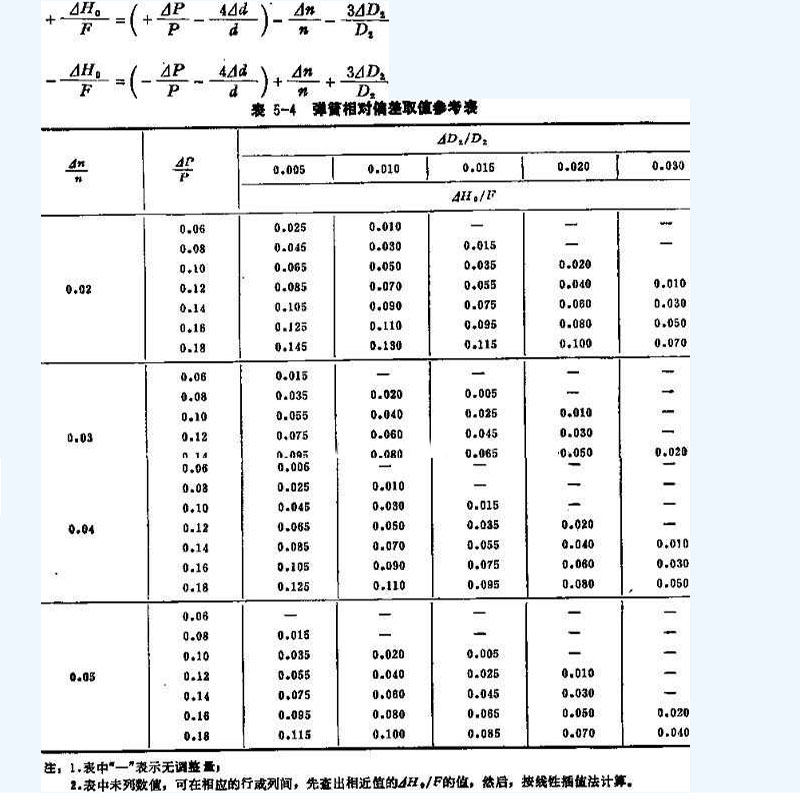
在出产实践中,载荷公差往往是起分配作用的,调整其它项示图公差,可确保载荷公差。假定△d=0,能够将式(5-28),按必定的格局制成表,以表明△P/P、△n/n、△D2/D2和△Ho/F之间的彼此联系(见表5-4)。表中各相对误差均为“±”对称误差。编制技术规程时,可依据螺旋弹簧的具体需求及本厂的实践情况,断定各参数的合理误差值。思考△d/d时,只要将4△d/d的实践值加进△P/P中,并再按上误差或下误差使用表(5-4)选取即可。
例某压缩弹簧,C=7,按2级精度需求各参数的误差,试断定各参数的技术公差。
1)△d=O(即△d/d=O)的情况下:
依据出产经验,某企业的弹簧卷制可操控圈数的正常动摇为△n/n=±0.03,直径的正常动摇△D2/D2=±0.01(而2级精度允许的相对误差△D2/D2=±0.015)。所以,参照表5-4,依据2级精度的载荷误差为±O.10P(即△P/P=±0.10)知:△Ho/F=±0.04。
假如直径的相对误差选取△D2/D2=士0.015,那末,自在高度的改变△Ho将比上述小,即△H2/F=士0.025。实践选取时,需具体剖析,全面思考。
2)△d≠0(经过实践丈量知△d/d=+O.Ol)的情况下:
依据式(5-28)知(当△d>0时):
螺旋弹簧的技术参数和技术公役
螺旋弹簧的技术参数和技术公役
所以,将上式巾括号的值作为一个批改的载荷相对误差查阅表5-4即可。假如仍取△n/n=±0.02,△D2/D2=士0.01的话,则由△P/P=士0.10可知:自在高度的上相对误差+△Ho/F=0.01(对应(螺旋弹簧的技术参数和技术公役),螺旋弹簧的技术参数和技术公役螺旋弹簧的技术参数和技术公役自在高度的下相对信差。因而,这种情况下,自在高度的误差是。制定技术时,也可将H。的理论值进行换算,选用对称公差。
螺旋弹簧的技术参数和技术公差
1.技术参数的拟定
拟定技术参数的主要任务之一,是清晰各遭工序对弹簧尺寸长度度的影响,然后正确地拟定每遭工序的尺寸长度需求。
通常,去应力回火和强压处理两道工序对螺旋弹簧尺寸长度的改变影响较大,断定技术参数时有必要予以充分思考。通常来说,碳素弹簧钢丝,油淬火回火钢丝绕制的弹簧,回火后直径缩小,而不锈钢丝绕制的弹簧,回火后直径厦而增大。经强压处理的弹簧,其预制高度的预算见后边。
由于制作过程弹簧的几许参数有必要契合图纸需求,因而,断定技术参数可从后一道工序往前一道工序推算。设第n道工序完成后需求的几许参数为Am,在此道工序几许参数的改变值为△Am。所以,第n-1道工序完成后的几许参数Am-1,按如下公式核算。
2.技术公役的断定
上一节,剖析了螺旋弹簧的负荷特性,从中能够晓得,弹簧几许参数的实践值在图纸规则的公役带范围内,并非弹簧的载荷也必定在规则的公役以内。实践中,应依据负荷特性剖析后,具体给出技术公役。由于思考到要确保载荷的需求以及备道工序的堆集误差,技术公役通常比规划公役小得多。
别的,弹簧作业图上的几许参数公差与载荷公差有必定的依靠联系,但无必定的确保联系。即某一级精度的几许参数公役带中的悉数值,都并非能确保同一级载荷的公差需求。但较高精度的几许尺度公差,通常易于确保较低精度的载荷公差。
在编制作技术规程时,弹簧载荷的根本公式为(5-1)式。不难看出,载荷P是d、D2、n、F四个参数的函数。
通常来说,对某一批弹簧资料来说,其直径d是必定的,即实践尺度与理论尺度的差△d已知,Ad/d在编制技术规程时可核算出来。所以,为确保载荷公役,可调整的几许参数只要弹簧直径、自在长度(由于F=Ho-给制作高度,所以,△F=△Ho)和有用圈数了。出产实践中,往往是优先调整D2和Ho的公差,只当必要时才再调整n。
将△F=△Ho代入(5-3)式,则
螺旋弹簧的技术参数和技术公差
式(5-28)是调整彼此公差的依据。调整弹簧几许参数时,应尽也许放宽公差带,以进步经济性。一起,也应该思考到一些不断定要素带来的影响。为确保螺旋弹簧质量,每一道工序的公差带只能是规划公差带的一部分。
在出产实践中,载荷公差往往是起分配作用的,调整其它项示图公差,可确保载荷公差。假定△d=0,能够将式(5-28),按必定的格局制成表,以表明△P/P、△n/n、△D2/D2和△Ho/F之间的彼此联系(见表5-4)。表中各相对误差均为“±”对称误差。编制技术规程时,可依据螺旋弹簧的具体需求及本厂的实践情况,断定各参数的合理误差值。思考△d/d时,只要将4△d/d的实践值加进△P/P中,并再按上误差或下误差使用表(5-4)选取即可。
例某压缩弹簧,C=7,按2级精度需求各参数的误差,试断定各参数的技术公差。
1)△d=O(即△d/d=O)的情况下:
依据出产经验,某企业的弹簧卷制可操控圈数的正常动摇为△n/n=±0.03,直径的正常动摇△D2/D2=±0.01(而2级精度允许的相对误差△D2/D2=±0.015)。所以,参照表5-4,依据2级精度的载荷误差为±O.10P(即△P/P=±0.10)知:△Ho/F=±0.04。
假如直径的相对误差选取△D2/D2=士0.015,那末,自在高度的改变△Ho将比上述小,即△H2/F=士0.025。实践选取时,需具体剖析,全面思考。
2)△d≠0(经过实践丈量知△d/d=+O.Ol)的情况下:
依据式(5-28)知(当△d>0时):
螺旋弹簧的技术参数和技术公役
螺旋弹簧的技术参数和技术公役
所以,将上式巾括号的值作为一个批改的载荷相对误差查阅表5-4即可。假如仍取△n/n=±0.02,△D2/D2=士0.01的话,则由△P/P=士0.10可知:自在高度的上相对误差+△Ho/F=0.01(对应(螺旋弹簧的技术参数和技术公役),螺旋弹簧的技术参数和技术公役螺旋弹簧的技术参数和技术公役自在高度的下相对信差。因而,这种情况下,自在高度的误差是。制定技术时,也可将H。的理论值进行换算,选用对称公差。
上一篇:五金弹簧设计原则 下一篇:压缩弹簧的技术和工作原理