 新闻动态
新闻动态

联系我们
联系人:任生(客服部)
电话:18511822397 (谢绝推销)
座机:0769-85386618
传真:0769-85354923
地址:东莞市长安镇霄边第三工业区
电话:18511822397 (谢绝推销)
座机:0769-85386618
传真:0769-85354923
地址:东莞市长安镇霄边第三工业区
常见问题解答
您当前的位置是:五金冲压件 >> 常见问题解答五金冲压件裂纹和破裂产生具体影响的原因有?
发布时间:2019-08-26 15:22:07
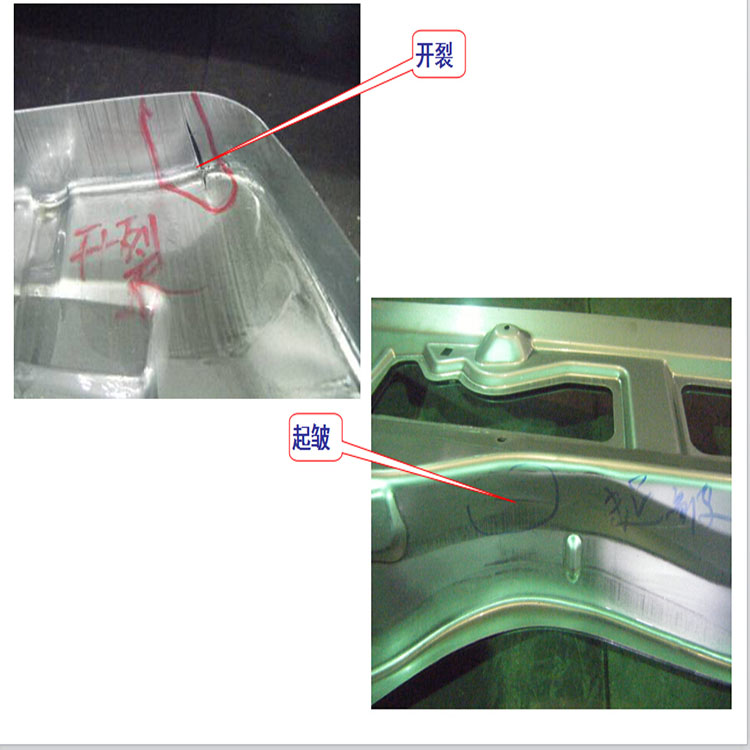
答:1、材料的冲压性能不符合工艺要求。
2、板料厚度超差-当板料厚度超过上偏差时,局部间隙小的 区域进料时卡死,冲压变形困难,材料不易通过该处凹模内而被拉断。当板料厚度超过下偏差时,材料变薄了,横剖面单位面积上的压应力增大,或者由于材料变薄,阻力减小,流入凹模内的板料过多而先形成皱纹,这时,材料不易流动而被拉裂。
3、材料表面质量差-划痕引起应力集中、锈蚀增大后阻力。
4、压料面的进料阻力过大-毛坯外形大、压料筋槽间隙小、凹模圆角半径过小、外滑块调的过深、拉深筋过高、压料面和凹模圆角半径光洁度差。
5、局部拉深量太大,拉深变形超过了材料变形极限。
6、在操作中,把毛坯放偏,造成一边压料过大,一边压料过小。过大的一边则进料困难,造成开裂;过小的一边,进料过多,易起皱,皱后进料困难,引起破裂。
7、不按工艺规定涂润滑剂,后阻力增大,造成进料困难而开裂。
8、冲模安装不当或压力机精度差,引起间隙偏斜,造成进料阻力不均。
2皱纹和折纹
皱纹产生的原因主要因为局部毛坯受压引起失稳和材料流向不均引起局部材料堆积而产生皱纹。具体有下面几个方面:
9、制件的冲压工艺性差,冲压方向和压料面形状确定不当,很难控制材料的流动速度,引起皱纹。
10、压料面的进料阻力太小,进料过多而起皱。这时可调节外滑块压力或改变拉深毛坯局部形状,增加压料面积来消除,或局部增加拉深筋来增大进料阻力。
11、压料面接触不好,严重时形成里松外紧。材料通过外紧区域后压料圈就失去压料作用,造成进料过多,产生皱纹。这时要重新研磨压料面,保证全面接触,允许稍有里紧外松。
12、涂油润滑过多。
13、外滑块调整不当,造成倾斜,使各处压料面压力不均,松的地方易起皱。
2、板料厚度超差-当板料厚度超过上偏差时,局部间隙小的 区域进料时卡死,冲压变形困难,材料不易通过该处凹模内而被拉断。当板料厚度超过下偏差时,材料变薄了,横剖面单位面积上的压应力增大,或者由于材料变薄,阻力减小,流入凹模内的板料过多而先形成皱纹,这时,材料不易流动而被拉裂。
3、材料表面质量差-划痕引起应力集中、锈蚀增大后阻力。
4、压料面的进料阻力过大-毛坯外形大、压料筋槽间隙小、凹模圆角半径过小、外滑块调的过深、拉深筋过高、压料面和凹模圆角半径光洁度差。
5、局部拉深量太大,拉深变形超过了材料变形极限。
6、在操作中,把毛坯放偏,造成一边压料过大,一边压料过小。过大的一边则进料困难,造成开裂;过小的一边,进料过多,易起皱,皱后进料困难,引起破裂。
7、不按工艺规定涂润滑剂,后阻力增大,造成进料困难而开裂。
8、冲模安装不当或压力机精度差,引起间隙偏斜,造成进料阻力不均。
2皱纹和折纹
皱纹产生的原因主要因为局部毛坯受压引起失稳和材料流向不均引起局部材料堆积而产生皱纹。具体有下面几个方面:
9、制件的冲压工艺性差,冲压方向和压料面形状确定不当,很难控制材料的流动速度,引起皱纹。
10、压料面的进料阻力太小,进料过多而起皱。这时可调节外滑块压力或改变拉深毛坯局部形状,增加压料面积来消除,或局部增加拉深筋来增大进料阻力。
11、压料面接触不好,严重时形成里松外紧。材料通过外紧区域后压料圈就失去压料作用,造成进料过多,产生皱纹。这时要重新研磨压料面,保证全面接触,允许稍有里紧外松。
12、涂油润滑过多。
13、外滑块调整不当,造成倾斜,使各处压料面压力不均,松的地方易起皱。